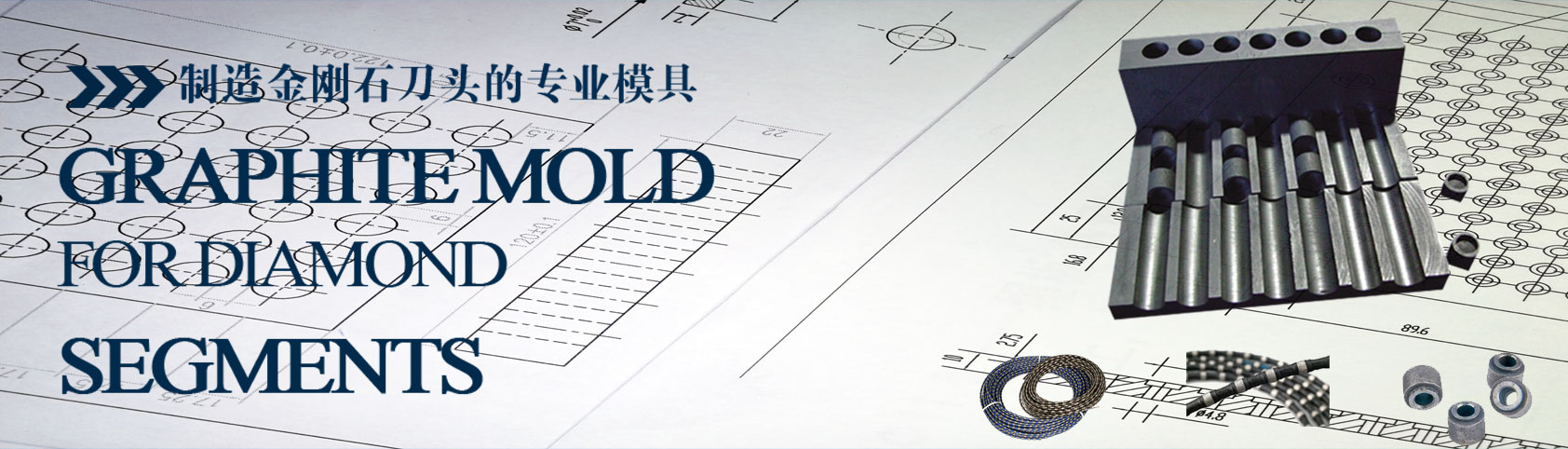
国内热压金刚石地质钻头用石墨模具的现状
从20世纪70年代以来,国内的热压金刚石地质钻头用石墨模具,一般选用高纯石墨砖加工,经过不断地选型、研制和改进,其主要技术性能参数基本上能满足其热压烧结工艺的要求。但是,与当今国际先进水平比较,还有较大的差距,举两个实例可以证明。
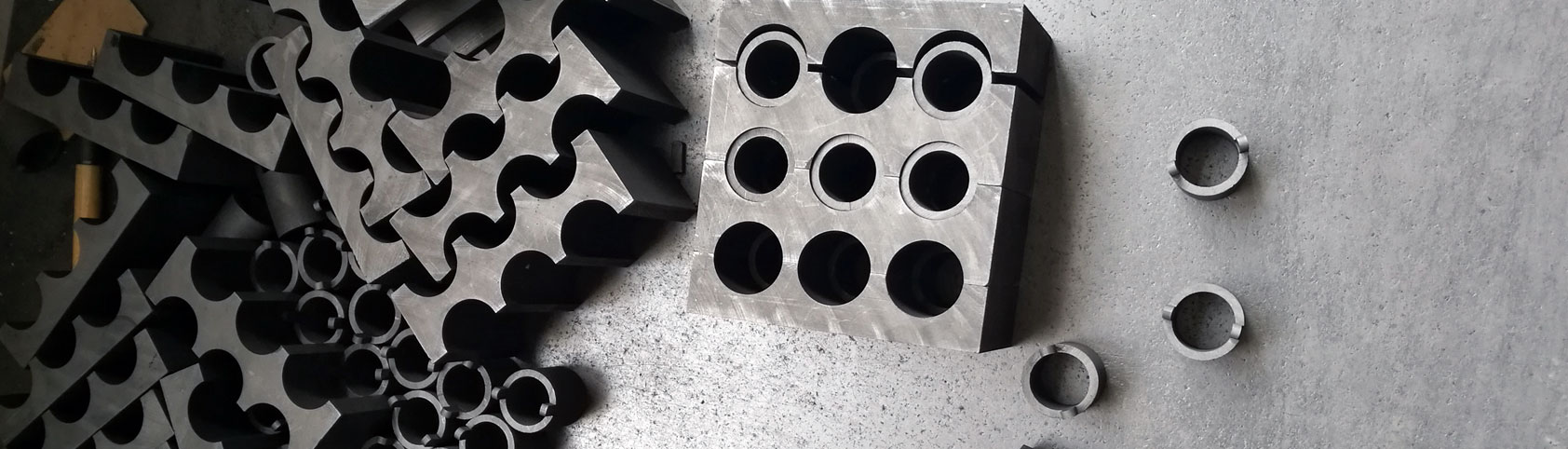
(1)我们的一些客户在做一次成型的热压金刚石地质钻头时,国产石墨模具的芯柱(如图1所示)容易与胎体发生粘连、烧损现象,使用寿命短,仅能使用3~4次。而采用德国或日本进口的石墨模具,上述弊端就显得很轻微,使用寿命高达6~8次。
(2)2009年初我们在伊朗的客户,采用二次热压成型制作金刚石地质钻头的镶块时,用国产石墨加工的石墨模具压头(如图2中的a所示),其电阻率较低,仅8~11L8m左右,加热电流较大,吸入金属粉末较多,使用寿命短,仅使用5~6次,即发生氧化,崩边现象。而采用德国的755石墨加工的石墨模具压头,电阻率较高,约13~15L8m,加热电流比国产的小20%左右,抗氧化性强,氧化烧损的速度较慢,使用寿命高达50-60次。